
![]()
چطور میشه با ماشين تراش جاي خار (keyway) ايجاد کرد
در حالي که ماشين تراش حرکت دوراني دارد.
با مشاهده فیلم آموزشی که تو این پست گذاشتم شما هم یاد میگیرید که با ماشین تراش جای خار ایجاد کنید.....




ساخت و تولید
MandP
--علی شهروی--
برای دانلود فیلم آموزشی روی لوگوی زیر کلیک کنید
ماشین کاری با لیزر: LBM
L.B.M
فرایندهای ترموالکتریکی
Light Amplification by stimulated Emission of Radiation
تعریف لیزر:
بسط و توسعه نور توسط نشر تشعشع تحریک شده می باشد.
نور لیزر:
تشکیل شده از یک هسته اشعه تک فرکانس موازی همفاز ودارای انرژی متمرکز در سطح مقطع کوچک.
کاربرد لیزر:
نور لیزر کاربردهای زیادی در زمینه های مختلف از جمله
تحفیفات فیزیک.اندازه گیری.پزشکی.ساخت....
کاربرد در ساخت:
.1جوشکاری .2مته کاری
.3برشکاری .4عملیات حرارتی
تاریخچه لیزر:
توضیح طبیعت نور توسط یونانیان
نظریه ذره ای نور نیوتن (قرن 17 )
نظریه موجی نور هوک و هویگنس (1801م)
تئوری پرتو لیزر توسط اینشتین(اوایل قرن 20 بر مبنای تئوری خواص)
تقویت نور با استفاده از تخلیه گازها(1940-1951توسط دانشمندان روسی)
تولید و تقویت فرکانسها بر اساس تشعشعات الکترومغناطیسی(1952 به طور مستقل توسط دانشمندان روس امریکاو کانادایی) بردن ذرات به حالت ناپایدار توسط سیستمهای تحریک شده در سه تراز انرژی(1955 دانشمندان روس)
ساخت اولین لیزر یاقوتی (1960 توسط میمن)
اختراع اولین لیزرگازی که مخلوطی از گازهای هلیم و نیتروژن بود(1961 توسط دانشمند ایرانی الاصل علی جوان ودو دانشمند امریکایی)
استفاده از نیمه هادیها به عنوان ماده فعال در لیزر (1962 توسط دانشمندان روس)
استفاده از لیزر در تحقیقات فضایی(1963 شوروی سابق(
اصول تولید نور لیزر :
بر مبنای تئوری اینشتین (تحریک اتم توسط انرژی خارجی)بنا نهاده شده است.
الکترونهای مدار خارجی هر اتم بر اثر دریافت انرژی به مدارهای بالاتر می پرند در این حالت اتم را تحریک شده می گویند.اتم تحریک شده بلافاصله توسط الکترونش انرژی دریافتی خود به مدار قبلی بر می گردد در صورتی که اتم در حالت تحریک شده مجددا تحریک شود برگشت الکترون به مدار پایین سریع شده و دو موج کاملا مشابه همزمان با بازگشت الکترون به سطح قبلی انرژی خود از اتم خارج می شود این عمل را نشر تحریک گویند.
بدین صورت که امواج مشابه همدیگر را تقویت کرده و تقویت این امواج توسط نشر تحریک شده
اصول عملکرد لیزر است .
ساختمان وفرایند سیستم لیزر:
محیط لیزری: ماده ای که به عنوان تقویت کننده نور عمل می کند
دمنده:یک چشمه انرژی خارجی است
تشدید گر:یک دسته آینه
به منظور تولید پرتو لیزری از لوله نوری استفاده می شود که سطح داخلی آن کاملا آینه ای بوده و دو طرف آزاد این لوله توسط دو سطح آینه ای دیگر مسدود شده که یکی از این سطوح 100درصدآینه ای ودیگری 90 درصد آینه ای بوده و یک منبع انرژی به منظور تولید انرژی لازم برای تحریک اتمها در داخل لوله نصب شده که معمولا انرژی نورانی تولید نموده امواج انرژی در برخورد با ماده لوله که معمولا گاز یا جامد است باعث تحریک اتمهای این جسم شده و این امواج در برخورد با جدارهای لوله مرتبا منعکس شده و امواج منعکس شده اتم را مجددا تحریک می کنند .بطوریکه وقت اکثر اتمها(از نصف بیشتر)به حالت نشر تحریک شده (فوتون)در آینه قرار می گیرند و پرتوی لیزری قابلیت عبور از سطح آینه 90 درصد را پیدا می کند و آنچه خارج می شود به نام لیزر می نامیم .
لیزر و اصل مبدلهای انرژی
دستگاه لیزر مانند مبدلهای انرژی عمل میکند .
انرژی را از یک پمپ بصورت توان بالا و شدت کم گرفته وبه صورت توان پایین تر و شدت بالاتر در قالب شعاع لیزری گسیل می کند .
ساختمان کلی یک سیستم لیزری مولد لیزر(محفظه تشدید کننده)که حاوی گاز با فشار کم است وبا اعمال ولتاژباعث تحریک وشتاب دادن الکترونها شده که با یونهای خنثی برخورد کرده وآنها را تحریک می کنند
منبع توان لیزریا منبع ولتاژ بالا
میز فرایند
n کلگی شامل عدسیهای همگرا ساز و شیپوره
n NC برای کنترل دقیق میز و نور لیزروجابجایی عدسی همگرا ساز
تابلوی عملیات برای کنترل کل سیستم
چیلربرای خنک کاری سیستم
سیلندر گازیکی برای محفظه تشدید ویکی برای گاز کمکی
هوا خنک کن هوای خنک را به محفظه لیزر و لوله انتقال لیزر می فرستد و آنرا در فشار جو تمیز نگه میدارد
لیزر پالسی و پیوسته و تولید لیزر با پالسهای کوتاه
لیزر را میتوان واداشت تا همه انرژی خود را بصورت پالسهای کوتاه گسیل کند .
این کار با استفاده از سلول پاکل انجام می شود که حرکت فوتونها را به سمت آینه جزئی سد میکند وهنگامی که تمام اتم هادی ماده برانگیخته شدند توسط یک پالس الکتریکی این سد شکسته شده و انرژی فراوان در مدت کوتاهتر از پیکو ثانیه آزاد می شود
لیزربا پالس بلند
انواع لیزر
لیزرهای حالت جامد
لیزرهای مایع
لیزرهای گازی
لیزرهای نیمه رسانا
لیزرهای الکترون آزاد
(لیزرهای دو مورد آخر در مخابرات استفاده می شود(
لیزر حالت جامد
بقیه متن در ادامه مطلب مقاله کامل در مورد ماشین کاری با انواع لیزرها
در ادامه ی مطلب------->مزایای برش کاری با لیزر--برش کاری با لیزر--کاربرد--معایب--مزایا-- ویژگی-- طرز کار انواع لیزر--لحیم کاری با لیزر--جوشکاری ظریفMicro Welding) )-- جوشکاری با لیزر((Laser Welding
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
اصول فرزکاری
طریقه عمل فرزکاری - فرزکاری بوسیله بدنه و یا پیشانی تیغه فرز - مقایسه تراش با بدنه و تراش با پیشانی فرز - فرزکاری با حرکت همراه و معکوس - انواع ماشین های فرز و ساختمان آنها - ابزارهای فرزکاری
اصول فرزکاری
قطعات مختلفی که جنسشان از فولاد، چدن، فلزات غیرآهنی و یا مواد مصنوعی بوده و لازم باشد که دارای سطوح هموار و یا خمیده و یا اینکه دارای شکاف و دندانه و غیره باشند میتوان فرزکاری کرد. سطوح جانبی قطعاتی که فرز میشوند ممکن است روتراشی شده و یا پرداخت شده باشد لیکن قطعاتی که احتیاج به سطح تراشیده شده خیلی پرداخت داشته باشند مانند راهنماهای ماشینهای ابزار پس از فرزکاری آنها را شابر زده و یا بوسیله سنگ پرداخت میکنند.
انواع روشهاي فرزكاري
فرايند فرزكاري به چهار عامل وابسته است: زمان باربرداري و يا بي باري ماشين، زمان برش، زمان حركت ابزار به سمت قطعه كار و يا دور شدن از آن و زمان تعويض ابزار،
در فرزكاري سرعت حركت ابزار برش به پارامترهاي بسياري وابسته است. پارامترهاي زير بر اساس جنس قطعه كار، جنس ابزار، اندازه ابزار و ديگر موارد ميباشد كه در اينجا به شش پارامتر مهم اشاره ميشود: تغذيه برش، سرعت برش، سرعت اسپيندل (كارگير دستگاه فرز)، نرخ تغذيه، عمق محوري برش، عمق شعاعي برش.
در طول فرايند فرزكاري ممكن است عمليات مختلفي بر روي قطعه كار بر اساس شكل، اندازه، جنس و طرح مورد نظر انجام گيرد تا قطعه مطابق با نقشه طرح شده توليد گردد. در اينجا به 9 عمليات مختلف اشاره ميشود.
1- End milling : اين عمليات پايان دهنده عمليات ماقبل خود ميباشد و قطعه فرزكاري شده را كامل ميكند.
در ادامه ی مطلب------->اصول فرزکاری -- طریقه عمل فرزکاری -- فرزکاری بوسیله بدنه و یا پیشانی تیغه فرز -- مقایسه تراش با بدنه و تراش با پیشانی فرز -- فرزکاری با حرکت همراه و معکوس -- انواع ماشین های فرز و ساختمان آنها -- ابزارهای فرزکاری-- Tapping-Reaming-Countersinking-Boring-Chamfer milling- countr-End milling-Boring-Drillin-Face milling
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید............همراه با عکس
مجموعه ی از انواع میکرومتر- عکس میکرومتر-مقاله انگلیسی





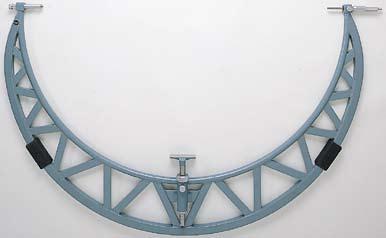

ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
سوراخ کاری:

از آنجائیکه در صنعت معمولا ماشین ها و دستگاه ها را از قطعات متعددی ساخته و این قطعات را بوسیله پیچ ومهره ها٬پین ها پرچ هاو ... روبهم سوار می کنند.لذا لازم است که برای سوار کردن این قطعات واستفاده از این وسا یل اتصال٬در داخل انها سوراخ هایی ایجاد کرد.درسوراخ کاری به وسیله ی مته ها به دو حرکت دورانی وپیشروی نیاز داریم.برای تامین این دو حرکت از ماشین های تراش یا ماشین های فرز ویا ماشین های مته که بر حسب تعداد دور٬ مرغوبیت وبزرگی سوراخ هایی که می خواهندبوسیله آنها ایجاد کننداندازه قطعات وشرایط عمل کار٬به فرمهای گوناگونی ساخته شده انداستفاده میشوند.
مته:
متها را معمولا ازفولادهای تندبر میسازند٬قطر مته ها ممکن است برحسب ....بقیه متن در ادامه مطلب
در ادامه ی مطلب------> انواع مته -- شابلون مته -- خزینه کاری و انواع آن
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
تعریف جیگ :
یک جیگ دستگاه مخصوصی است که قطعه کار را می گیرد یا نگه می دارد یا روی یک قسمت ماشینکاری شده قرار می گیرد. جیگ یک ابزار تولید می باشد که نه تنها قطعه کار را تعیین محل می کند ونگه میدارد همچنین ابزار برش را برای انجام کار راهنمایی می کند. جیگ ها معمو لا" با بوشهای سوراخکاری فولادی برای راهنمایی مته ها یا دیگر ابزار برش به کار می روند. به عنوان یک اصل جیگ های کوچک ............. بقیه در ادامه مطلب
تعریف فیکسچر :
یک فیکسچر ابزار تولیدی است که برای تعیین محل ونگهداشتن یک یاچند قطعه کار به کار میرود به طوریکه عملیات لازم بتوانند انجام شوند. یک فیکسچر باید به طرز محکمی به میز ماشین متصل گردد. از آنجایی که فیکسچرها بیشتر روی ماشینهای فرز کاری مورد استفاده قرار می گیرند لازم است طوری طراحی شوند که برای عملیات مختلف مناسب باشند. هدف اصلی از کاربرد فیکسچر تعیین محل کردن قطعه کار به طور سریع و .............. بقیه در ادامه مطلب
فرق بین جیگ وفیکسچر------>در ادامه مطلب
انواع جیگها ------>در ادامه مطلب
انواع فیکسچرها ------>در ادامه مطلب
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
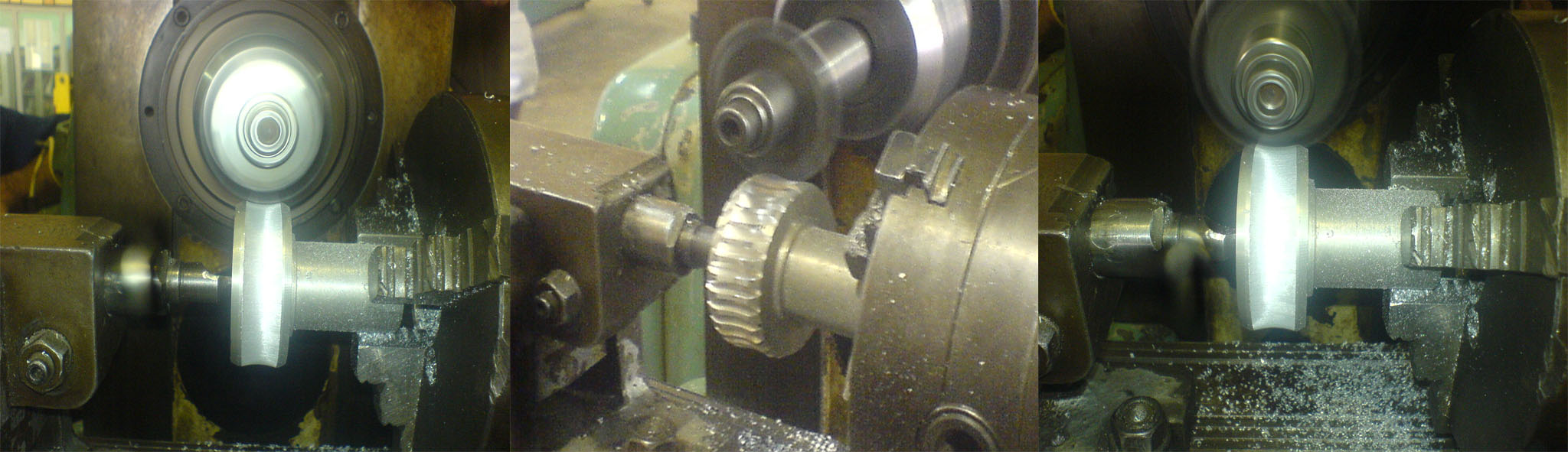
ترتيب و مراحل ساخت چرخ دند ه هاي ساده
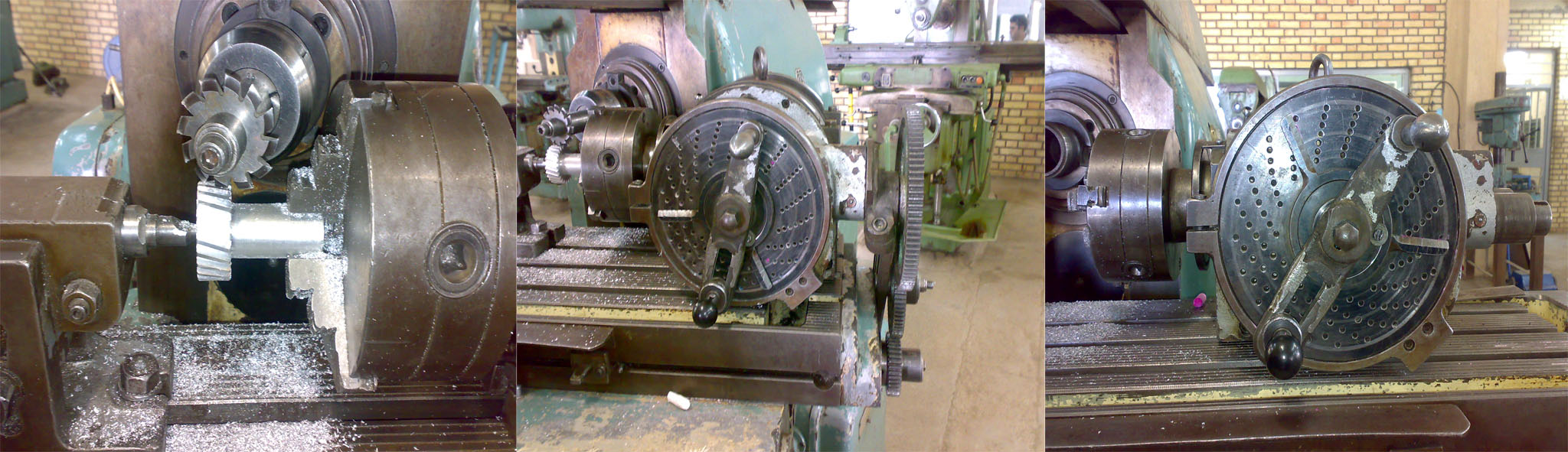
براي ساخت چرخ دنده ساده باید تمام مراحل زیر را به ترتیب دنبال کنیم
1-محاسبات لازم جهت تراش چرخ دنده را انجام دهیم .
این محاسبات بر اساس داده هاي موجود مي تواند صورت بگیرد. اما آنچه مهم است، این است که دانستنمدول، قطر خارجي، عمق هر دنده و میزان گردش دستگیره دستگاه تقسیم از مهم ترین موارد است.
2-جنس چرخ دنده را مطابق نقشه انتخاب کنیم. موارد 3،4،5،6و7 را بر روی ماشین تراش دنبال کنیم
3-مرکز قطعه کار روي ماشین تراش، سوراخي ایجاد میکنیم. (جهت عبوردرن یا محور مخروطي)
4-یک طرف استوانه را پیشاني تراشي می نمائیم.
5-استوانه را روي درن یا محور مخروطي شکل سوار می نمائیم.
6-طرف دیگر استوانه را که روي درن سوار و....... مراحل از 1 تا 21 در ادامه ی مطلب
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
فرز كاري چيست؟

فرزكاري پردازش بر روي مواد به وسيله حمايت از يك قطعه كار و چرخش دندانه هاي ابزار فرزكاري آن مي باشد . برخورد دندا نه هاي زياد اطراف تيغه فرز يك روش سريع ماشين كاري را فراهم مي كند . سطح ماشين كاري شده مي تواند بسيار صاف- زاويه دار - انحنا دار و همچنين به صورت هر تركيبي از اشكال مختلف باشد.
ماشيني كه براي نگه داشتن قطعه كار،چرخش ابزار فرز و حمايت مورد استفاده قرار مي گيرد به ماشين فرز(machine milling ) معروف است.
ماشین های فرز:ماشین های فرز بسته به این كه محور اصلی تیغه فرز آن افقی یا عمودی باشد به نامهای ماشین فرز افقی یا عمودی نامیده می شود .
اگر ماشین فرز به نوعی طراحی شده باشد كه كله گی آن تعویض شده بر آن كله گی افقی یا عمودی میله فرز گیر بسته شود و یا دستگاه كله زنی بر آن سوار شود،این ماشین ها را "انیورسال" گویندو معمولا ماشین فرز انیورسال به دستگاههایی گفته می شود كه علاوه بر امكان تعویض كله گی ماشین میز ماشین به موازات سطح افق به سمت راست یا چپ گردش پذیر باشد و یا درجه بندی كه در زیر میز اصلی قرار داده شده تحت زاویه های معین تنظیم گردد كه برای در آوردن شكاف های مارپیچ مورد استفاده قرار می گیرد.
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
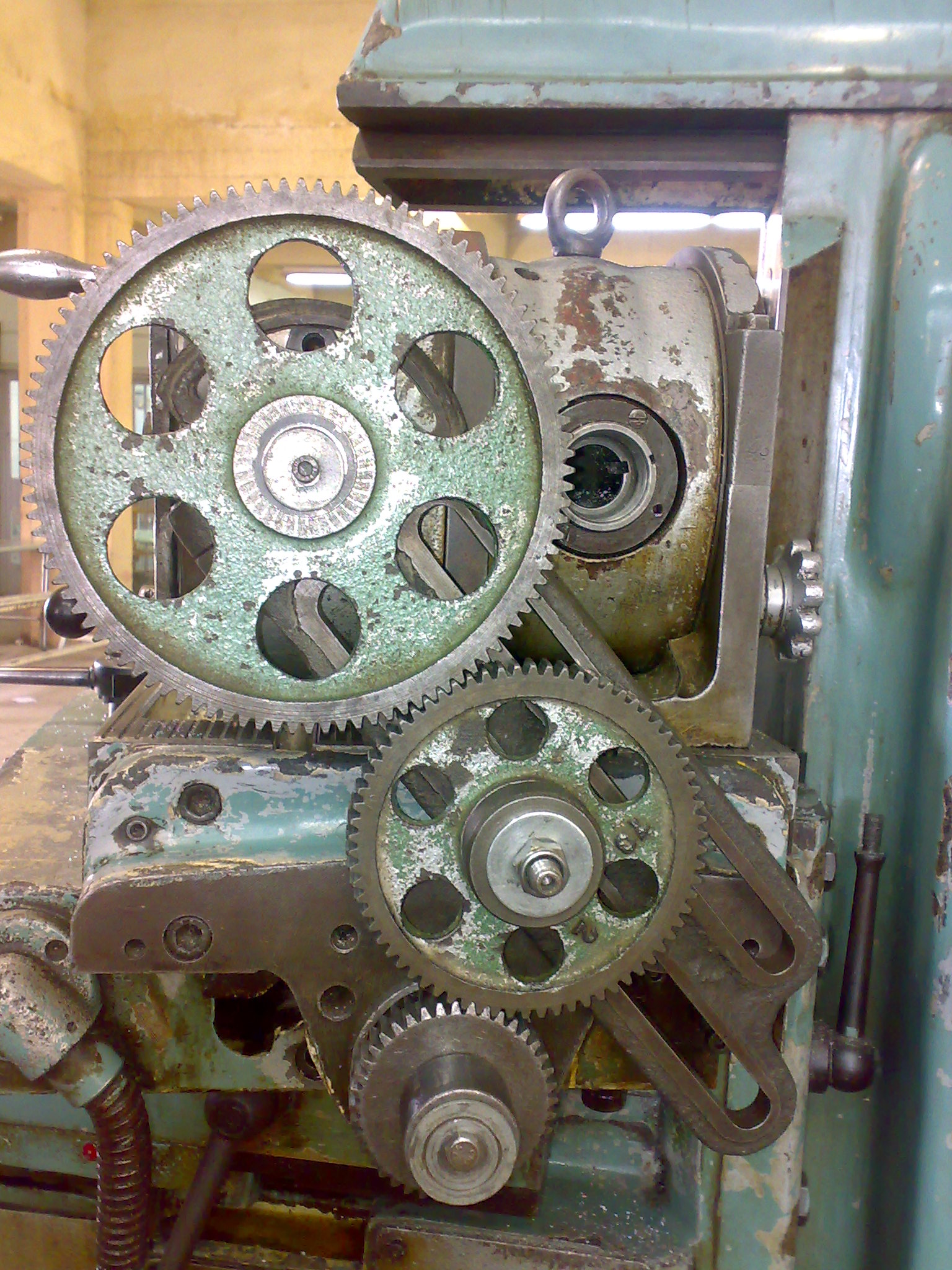
چرخ دنده های ساده
این چرخ دندهها ساده ترین چرخ دنده هایی هستند که دیده اید. آنها دندانه های مستقیم دارند و محور دو چرخ نیز موازی با یکدیگر قرار گرفته اند. گاهی تعداد زیادی از آنها را در کنار هم قرار میدهند تا سرعت را کاهش و قدرت را افزایش دهند.
در تعداد زیادی از وسایل از این چرخ دندهها استفاده میشود. مثلاً ساعت های کوکی، ساعت های اتوماتیک، ماشین لباسشویی، پنکه و ... . اما در اتومبیل به کار نمی آیند، چون سر و صدای زیادی دارند. هر بار که دندانه یک چرخ به دندانه چرخ روبرو میرسد، صدای کوچکی در اثر برخورد ایجاد میشود. میتوانید مجسم کنید وقتی تعداد زیادی از این چرخ دندهها با هم کار کنند، چه سر و صدایی راه میاندازند؟ تازه این برخوردها در دراز مدت، باعث شکستن دندانهها میشود. برای کاهش سر و صدا و افزایش عمر چرخ دندهها در بیشتر اتومبیلها از چرخ دنده های مارپیچ استفاده میکنند--علی شهروی--
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
ساختار چرخدنده
داخلیترین قسمت چرخدنده توپی میباشد که به محور محرک متصل میباشد. در بیرون این قسمت جان چرخدنده قرار گرفتهاست. بیرونیترین قسمت در جهت شعاعی، محیط چرخدنده Rim میباشد که دندانههای چرخدنده در این قسمت قرار میگیرند. این بخش از چرخدنده منبع اصلی ایجاد صدا میباشد.
مهمترین اصطلاحاتی که در طراحی چرخدنده بکار میروند عبارتاند از:
دایره گام: دایرهای فرضی که تمامیمحاسبات بر اساس آن انجام میگیرد. دایره گام دو چرخدنده درگیر بر هم مماس میباشند.
گام محیطی: طول کمانی از دایره گام که بین دو نقطه متناظر از دو دندانه مجاور قرار گرفتهاست.
ارتفاع سردنده: فاصله بین بالای دندانه تا دایره گام.
ارتفاع تهدنده: فاصله بین ته دندانه تا دایره گام.
لقی محیطی: مقداری که فضای خالی بین دو دندانه یک چرخدنده از ضخامت دندانههای چرخدنده درگیر با آن در امتداد دایره گام بیشتر است.
چرخدندهها بر اساس وضعیت قرارگیری محورهای دو چرخدنده درگیر نسبت به هم به دو گروه اصلی تقسیم میشوند:
- چرخدندههای با محورهای موازی
- چرخدندههای با محورهای غیرموازی
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
پیچ بری در CNC
با استفاده از ابزار پیچ و بکمک سیکل G84 می توان پیچ بری داخلی یا خارجی را انجام داد .
قبل از استفاده کدG84 ابزاردرفاصله 2 میلیمترازمحور x ها و 1,5 میلیمتر از محور z موقعیت داده می شود. این فاصله ها به عنوان پیشرو و پسرو می باشند.
یک خط کامل سیکل پیچ بری به صورت زیر خواهد بود : N… G84 X22 Z12.5 I1.23 K10 F1
تفسیر این خط به صورت زیر خواهد بود :
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن به ادامه مطلب بروید
