
![]()
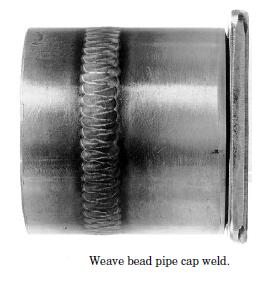
عیوب جوش و محدوده پذیرش براساس استاندارد ISO 5817
بررسی عیوب زیر در فایل pdf در ادامه مطلب
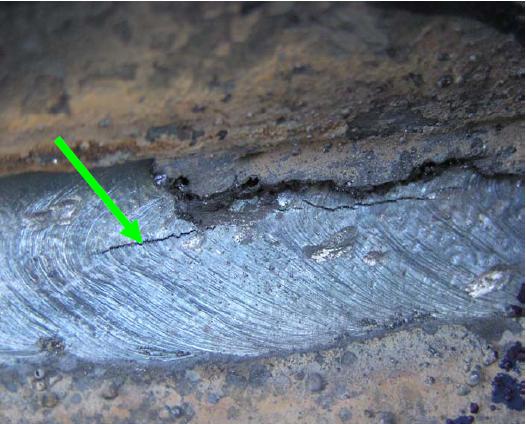
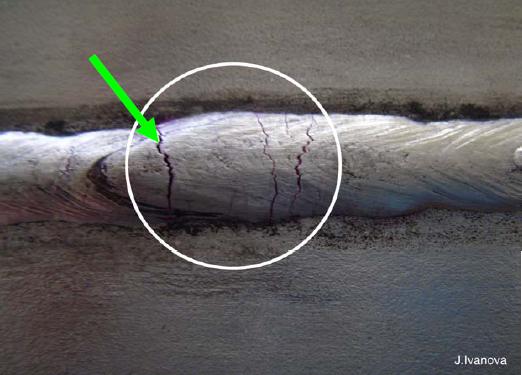
ترک Crack
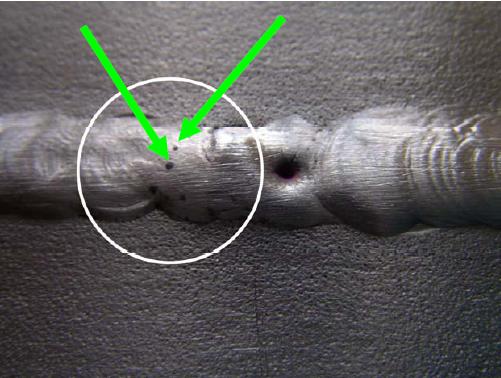
حفرات سطحی Surface pore
چاله انتهایی جوش End crater pore
ذوب ناقص Lack of fusion or incomplete fusion
نفوذ ناقص در پاس ریشه Incomplete root penetration
بریدگی لبه جوش Undercut
انقباض ریشه جوش shrinkage groove
فاز جوش اضافی Excess weld metal
نفوذ اضافی Excess penetration
زاویه نامناسب گرده جوش Incorrect weld toe
سر ریز شدن فلز جوش Over lap
سوختگی از کنار Burn hrough
ساق جوش نا مساوی Excessive asymmetry F.W
تقعر ریشه جوش Root concavity
تخلخل در ریشه جوش Root porosity
شروع ضعیف قوس Poor restart
گلویی جوش نا کافی Insufficient throat thickness
لکه قوس Stray arc
پاشش Spatter
عدم تقارن زاویه ای Angular misalignment
بازشدگی نا صحیح ریشه Incorrect root gap F.W
عدم تقارن خطی Linear misalignment
گلویی اضافی جوش Excessive throat thickness
تخلخل خوشه ای Cluster porosity
سوراخهای کرمی شکل Worm holes
ناخالصیها Solid-Slag-Flux-Oxide inclusions



ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
![]()
پروژه wps جوشکاری
فایل pdf جوشکاری با زبان اصلی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
ماشین کاری با لیزر: LBM
L.B.M
فرایندهای ترموالکتریکی
Light Amplification by stimulated Emission of Radiation
تعریف لیزر:
بسط و توسعه نور توسط نشر تشعشع تحریک شده می باشد.
نور لیزر:
تشکیل شده از یک هسته اشعه تک فرکانس موازی همفاز ودارای انرژی متمرکز در سطح مقطع کوچک.
کاربرد لیزر:
نور لیزر کاربردهای زیادی در زمینه های مختلف از جمله
تحفیفات فیزیک.اندازه گیری.پزشکی.ساخت....
کاربرد در ساخت:
.1جوشکاری .2مته کاری
.3برشکاری .4عملیات حرارتی
تاریخچه لیزر:
توضیح طبیعت نور توسط یونانیان
نظریه ذره ای نور نیوتن (قرن 17 )
نظریه موجی نور هوک و هویگنس (1801م)
تئوری پرتو لیزر توسط اینشتین(اوایل قرن 20 بر مبنای تئوری خواص)
تقویت نور با استفاده از تخلیه گازها(1940-1951توسط دانشمندان روسی)
تولید و تقویت فرکانسها بر اساس تشعشعات الکترومغناطیسی(1952 به طور مستقل توسط دانشمندان روس امریکاو کانادایی) بردن ذرات به حالت ناپایدار توسط سیستمهای تحریک شده در سه تراز انرژی(1955 دانشمندان روس)
ساخت اولین لیزر یاقوتی (1960 توسط میمن)
اختراع اولین لیزرگازی که مخلوطی از گازهای هلیم و نیتروژن بود(1961 توسط دانشمند ایرانی الاصل علی جوان ودو دانشمند امریکایی)
استفاده از نیمه هادیها به عنوان ماده فعال در لیزر (1962 توسط دانشمندان روس)
استفاده از لیزر در تحقیقات فضایی(1963 شوروی سابق(
اصول تولید نور لیزر :
بر مبنای تئوری اینشتین (تحریک اتم توسط انرژی خارجی)بنا نهاده شده است.
الکترونهای مدار خارجی هر اتم بر اثر دریافت انرژی به مدارهای بالاتر می پرند در این حالت اتم را تحریک شده می گویند.اتم تحریک شده بلافاصله توسط الکترونش انرژی دریافتی خود به مدار قبلی بر می گردد در صورتی که اتم در حالت تحریک شده مجددا تحریک شود برگشت الکترون به مدار پایین سریع شده و دو موج کاملا مشابه همزمان با بازگشت الکترون به سطح قبلی انرژی خود از اتم خارج می شود این عمل را نشر تحریک گویند.
بدین صورت که امواج مشابه همدیگر را تقویت کرده و تقویت این امواج توسط نشر تحریک شده
اصول عملکرد لیزر است .
ساختمان وفرایند سیستم لیزر:
محیط لیزری: ماده ای که به عنوان تقویت کننده نور عمل می کند
دمنده:یک چشمه انرژی خارجی است
تشدید گر:یک دسته آینه
به منظور تولید پرتو لیزری از لوله نوری استفاده می شود که سطح داخلی آن کاملا آینه ای بوده و دو طرف آزاد این لوله توسط دو سطح آینه ای دیگر مسدود شده که یکی از این سطوح 100درصدآینه ای ودیگری 90 درصد آینه ای بوده و یک منبع انرژی به منظور تولید انرژی لازم برای تحریک اتمها در داخل لوله نصب شده که معمولا انرژی نورانی تولید نموده امواج انرژی در برخورد با ماده لوله که معمولا گاز یا جامد است باعث تحریک اتمهای این جسم شده و این امواج در برخورد با جدارهای لوله مرتبا منعکس شده و امواج منعکس شده اتم را مجددا تحریک می کنند .بطوریکه وقت اکثر اتمها(از نصف بیشتر)به حالت نشر تحریک شده (فوتون)در آینه قرار می گیرند و پرتوی لیزری قابلیت عبور از سطح آینه 90 درصد را پیدا می کند و آنچه خارج می شود به نام لیزر می نامیم .
لیزر و اصل مبدلهای انرژی
دستگاه لیزر مانند مبدلهای انرژی عمل میکند .
انرژی را از یک پمپ بصورت توان بالا و شدت کم گرفته وبه صورت توان پایین تر و شدت بالاتر در قالب شعاع لیزری گسیل می کند .
ساختمان کلی یک سیستم لیزری مولد لیزر(محفظه تشدید کننده)که حاوی گاز با فشار کم است وبا اعمال ولتاژباعث تحریک وشتاب دادن الکترونها شده که با یونهای خنثی برخورد کرده وآنها را تحریک می کنند
منبع توان لیزریا منبع ولتاژ بالا
میز فرایند
n کلگی شامل عدسیهای همگرا ساز و شیپوره
n NC برای کنترل دقیق میز و نور لیزروجابجایی عدسی همگرا ساز
تابلوی عملیات برای کنترل کل سیستم
چیلربرای خنک کاری سیستم
سیلندر گازیکی برای محفظه تشدید ویکی برای گاز کمکی
هوا خنک کن هوای خنک را به محفظه لیزر و لوله انتقال لیزر می فرستد و آنرا در فشار جو تمیز نگه میدارد
لیزر پالسی و پیوسته و تولید لیزر با پالسهای کوتاه
لیزر را میتوان واداشت تا همه انرژی خود را بصورت پالسهای کوتاه گسیل کند .
این کار با استفاده از سلول پاکل انجام می شود که حرکت فوتونها را به سمت آینه جزئی سد میکند وهنگامی که تمام اتم هادی ماده برانگیخته شدند توسط یک پالس الکتریکی این سد شکسته شده و انرژی فراوان در مدت کوتاهتر از پیکو ثانیه آزاد می شود
لیزربا پالس بلند
انواع لیزر
لیزرهای حالت جامد
لیزرهای مایع
لیزرهای گازی
لیزرهای نیمه رسانا
لیزرهای الکترون آزاد
(لیزرهای دو مورد آخر در مخابرات استفاده می شود(
لیزر حالت جامد
بقیه متن در ادامه مطلب مقاله کامل در مورد ماشین کاری با انواع لیزرها
در ادامه ی مطلب------->مزایای برش کاری با لیزر--برش کاری با لیزر--کاربرد--معایب--مزایا-- ویژگی-- طرز کار انواع لیزر--لحیم کاری با لیزر--جوشکاری ظریفMicro Welding) )-- جوشکاری با لیزر((Laser Welding
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
تولید برنامه CNC به طور اتوماتیک با استفاده از نرم افزارهای CAD/CAM
آموزش نرم افزار PowerMill
تولید برنامه CNC به طور اتوماتیک با استفاده از نرم افزارهای CAD/CAM جدیدترین و پیشرفته ترین روش تهیه این برنامه ها می باشد .در این حالت تمامی مراحل عملیات تهیه برنامه CNC از برنامه ریزی فرایند تا چک کردن و ارزیابی آن همگی از طریق پرسش و پاسخ میان اپراتور و نرم افزار بطور اتوماتیک به شرح زیر انجام می شود.
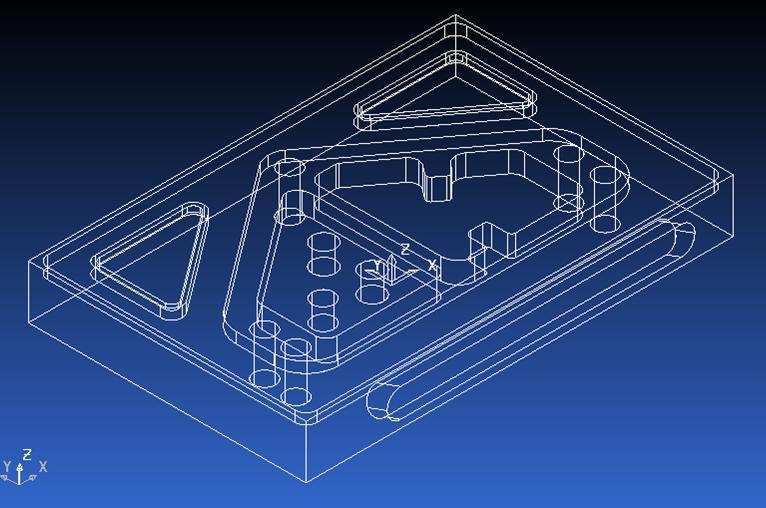
تهیه مدل CAD قطعه
اولین گام ،مدل سازی هندسی سطوح ماشین کاری شونده قطعه مورد نظر با استفاده از یک نرم افزار CAD می باشد
آماده سازی مسیر حرکت ابزار
ماشین کاری سطح پیچیده یک قطعه توسط یک ماشین فرز CNC ممکن است در چند مرحله انجام شود.اگر حجم فلزی که می بایست از روی بلوک ماده خام برداشته شود زیاد باشد،حداقل در دو مرحله خشن تراشی و پرداخت این کار می بایست انجام پذیرد.بنابراین برای هر کدام از عملیات فوق اندازه شعاع ابزار فرز و سایر مراحل تهیه مسیر حرکت ابزار متفاوت خواهد بود.
مراحل تهیه مسیر حرکت ابزار به شرح زیر است:
- تعیین نوع ابزار و قطر آن
- تعیین استراتژی ماشین کاری
- تعیین اضافه گوشت ماشین کاری و تلرانس آن
- تعیین ارتفاع زبری /برجستگی و تلرانس آن
- تعیین ارتفاع پله عمودی و تلرانس آن
ارزیابی مسیر حرکت ابزار
پس از تهیه فایل مسیر حرکت ابزار به منظور حصول اطمینان از عدم برخورد ابزار و یا حرکت های نا بجای آن ضروری است که مسیر حرکت تهیه شده کنترل شود.کاربر می تواند این کار را به طور اتوماتیک توسط نرم افزار انجام داده و نحوه حرکت ابزار نسبت به قطعه کار را بصورت شبیه سازی شده بر روی صفحه نمایش کامپیوتر مشاهده کند و تغییرات و اصلاحات احتمالی را انجام دهد.
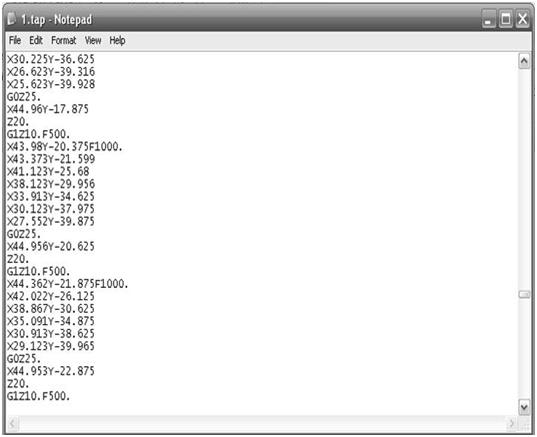
پس پردازش
پس پردازنده بخشی از یک نرم افزار CAM است که وظیفه آن ترجمه و تبدیل فایل مسیر حرکت ابزار به یک برنامه CNCقابل فهم برای یک ماشین CNC با یک مارک و مدل کنترلر بخصوص است.
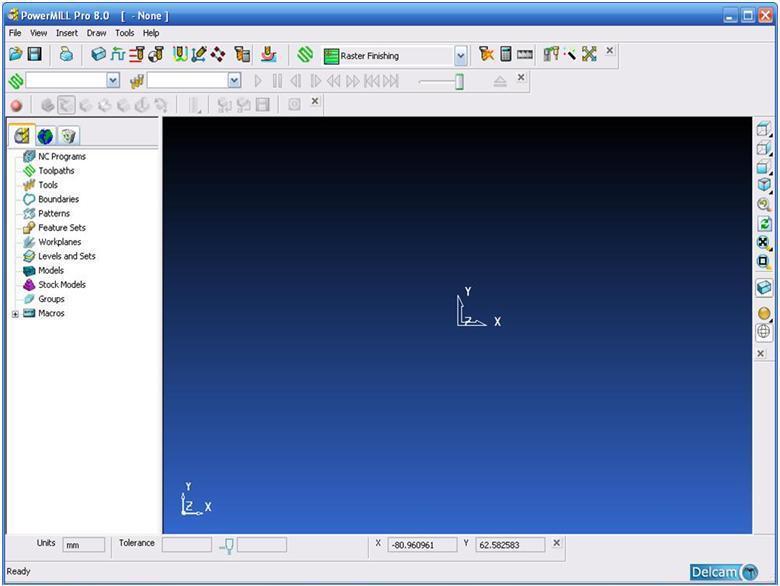
آموزش نرم افزار PowerMill
PowerMill نرم افزاری بسیار قدرتمند ساخت شرکت delcam است.برنامه ای است برای تهیه G-code و ماشینکاری توسط دستگاههای CNC .از قابلیت های این نرم افزار ترسیم خطوط حرکت ابزار بر روی قطعه کار به صورت سه بعدی است که کاربر می تواند در هر مرحله کار روی قطعه کار(خشن تراشی و پرداخت) آن را مشاهده کند
برای دانلود فایل چگونگی کار با نرم افزار PowerMill بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
--علی شهروی---
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
