
![]()
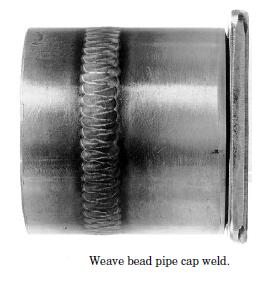
عیوب جوش و محدوده پذیرش براساس استاندارد ISO 5817
بررسی عیوب زیر در فایل pdf در ادامه مطلب
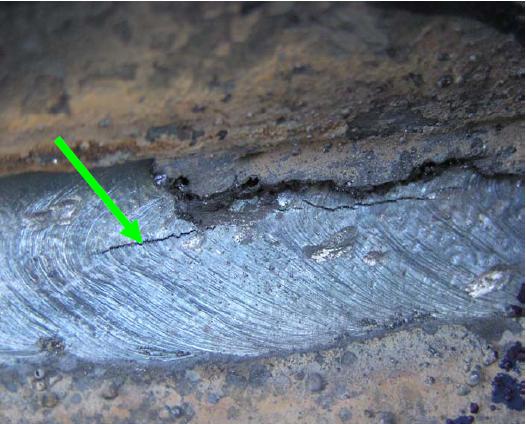
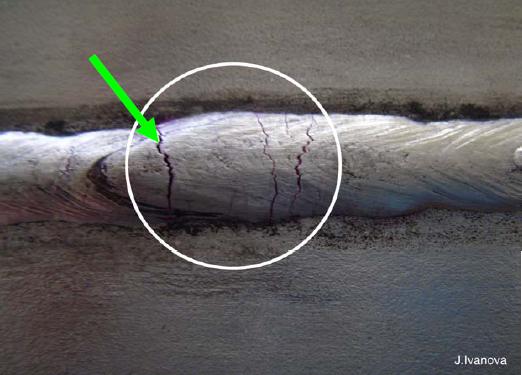
ترک Crack
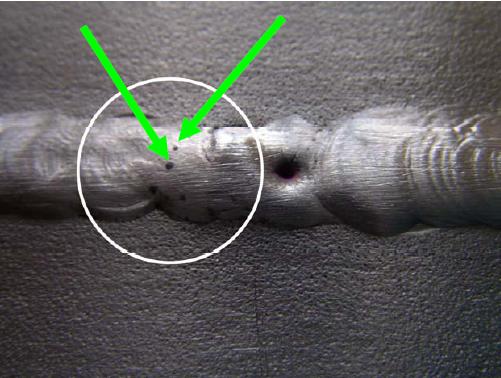
حفرات سطحی Surface pore
چاله انتهایی جوش End crater pore
ذوب ناقص Lack of fusion or incomplete fusion
نفوذ ناقص در پاس ریشه Incomplete root penetration
بریدگی لبه جوش Undercut
انقباض ریشه جوش shrinkage groove
فاز جوش اضافی Excess weld metal
نفوذ اضافی Excess penetration
زاویه نامناسب گرده جوش Incorrect weld toe
سر ریز شدن فلز جوش Over lap
سوختگی از کنار Burn hrough
ساق جوش نا مساوی Excessive asymmetry F.W
تقعر ریشه جوش Root concavity
تخلخل در ریشه جوش Root porosity
شروع ضعیف قوس Poor restart
گلویی جوش نا کافی Insufficient throat thickness
لکه قوس Stray arc
پاشش Spatter
عدم تقارن زاویه ای Angular misalignment
بازشدگی نا صحیح ریشه Incorrect root gap F.W
عدم تقارن خطی Linear misalignment
گلویی اضافی جوش Excessive throat thickness
تخلخل خوشه ای Cluster porosity
سوراخهای کرمی شکل Worm holes
ناخالصیها Solid-Slag-Flux-Oxide inclusions



ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
![]()
پروژه wps جوشکاری
فایل pdf جوشکاری با زبان اصلی
ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
انواع الکترودها
مشخصات الکترودها -انتخاب صحیح الکترود برای کار -انتخاب صحیح الکترود( از نظر قطر) -اطلاعات پاکت الکترود -تقسیم بندي الکترودها
الکترودهایی که در جوش اتصال فولاد به کار برده می شوند مفتولهای مغزی با آلیاژ یا بدون آلیاژ دارند که جریان جوش را هدایت می کند. شعله برق بین قطعه کار و سرآزاد الکترود می سوزد و الکترود به عنوان یک ماده اضافی ذوب می شود.
الکترودهای نرم شده دارای علائم اختصاری بوده ( دین 1913 ) که روی بسته بندی آنها نوشته شده است. علائم اختصاری تمام نکات مهمی که در به کار بردن آن الکترود باید مراعات شوند نشان می دهند.
در ادامه ی مطلب-------> مشخصات الکترودها -- انتخاب صحیح الکترود برای کار -- انتخاب صحیح الکترود( از نظر قطر) -- اطلاعات پاکت الکترود -- تقسیم بندي الکترودها -- جنس الکترود -- پوشش شیمیایی -- الکترود هاي با پوشش اسیدي -- الکترود هاي با پوشش قلیايي -- الکترود هاي با پوشش رتیلی -- الکترود هاي با پوشش سلولزي
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
جوشکاری مقاومتی-جوشکاری نقطه ای
همان طور که از نام آن پیداست، مقاومت ماده در مقابل عبور جریان موجب ایجاد گرمای موضعی در ماده شده و در نهایت باعث جوشکاری می شود. زمانی که جریان ایجاد می شود، فشار نیز به وسیله نگاه دارنده الکترود و نوک الکترود به قطعات وارد شده و قطعات را برای جوشکاری روی یکدیگر نگاه می دارد.
جوشکاری مقاومتی یکی از قدیمی ترین روش های جوشکاری الکتریکی است که امروزه در صنعت از آن استفاده می شود. این نوع جوشکاری، ترکیبی از گرما، فشار و زمان است. همان طور که از نام آن پیداست، مقاومت ماده در مقابل عبور جریان موجب ایجاد گرمای موضعی در ماده شده و در نهایت باعث جوشکاری می شود. زمانی که جریان ایجاد می شود، فشار نیز به وسیله نگاه دارنده الکترود و نوک الکترود به قطعات وارد شده و قطعات را برای جوشکاری روی یکدیگر نگاه می دارد
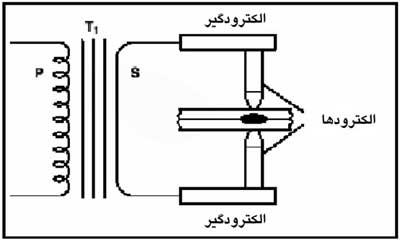
مدار الکتریکی جوشکاری مقاومتی و قطعات مختلف این نوع جوشکاری
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
اساس روش GMAW بر برقراری قوس الکتریکی میان الکترود (سیمجوش) مصرف شدنی و قطعه کار میباشد و قوس و حوضچه جوش توسط گاز بی اثر محافظت میگردد. این روش به دو صورت اتوماتیک و نیمه اتوماتیک قابل انجام میباشد. تمام فلزات و آلیاژهای مهم صنعتی مانند فولادهای کربنی، فولادهای کم آلیاژ، فولادهای زنگ نزن، آلیاژهای آلومینیم، مس، نیکل، در تمام وضعیتها با ازاین روش قابل جوشکاری میباشند.
تاریخچه فرایند
روشهای معمول در تکنولوژی جوشکاری را میتوان به صورت زیر دستهبندی کرد:
الف) جوشکاری ذوبی
ب) جوشکاری فشاری
الف: جوشکاری ذوبی شامل روشهایی همچون قوس الکتریکی، الکترود دستی زیرپوردی، MIG/MAG ، TIG، پلاسما، جوشکاری گاز، الکترواسلاگ، اشعه الکترونی و اشعه لیزری میشود.
ب: جوشکاری فشاری جوشکاری فشاری نیز خود شامل جوش مقاومتی، اصطکاکی، مافوق صوتی، انفجاری و نفوذی میباشد.
جوشکاری TIG همان جوشکاری آرگون میباشد که از یک الکترود غیر مصرفی که معمولاً از جنس تنگستن است (به علت دمای ذوب بالای آن) جهت ایجاد قوس به کار میرود و گاز خنثی که همان آرگون است جهت محافظت از جوش استفاده میشود. جوشکاری MIG/MAG یا گاز محافظ: جوشکاری قوس الکتریکی با گاز محافظ شامل دو روش MIG و MAG میباشد. تفاوت بین این دو روش در نوع گاز مصرفی بوده که برای محافظت جوش بکار میرود. در روشMIG گاز محافظ از نوع گاز خنثی (آرگون یا هلیوم) بوده، در حالیکه در روش MAG گاز محافظ فعال بوده (نظیر CO2 یا ترکیبی از آن با آرگون). جوشکاری پلاسما یا همان PAW . واژه پلاسما به معنای گاز یونیزه شده بوده و حال چهارم وجودی ماده میباشد. چنانچه هوا یا گاز محافظ در قوس الکتریکی شرایط گذر به حالت پلاسما را بیابند، قوس الکتریکی مربوطه دارای انرژی حرارتی زیادی خواهد شد به طوری که درجه حرارت قوس به بیش از 20000 درجه سانتیگراد میرسد.
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
جوشکاری زیر پودری- تحلیل رگرسیون – شبکه عصبی
به دلیل مزایای متعدد، فرایند جوشکاری قوسی زیرپودری یکی از مهمترین روشهای اتصال فلزات در صنعت می باشد. پیچیدگیهای حاکم بر متغییرهای این روش از یک سو و کاربرد گسترده آن در ساخت قطعات حساس و پرهزینه از سوی دیگر، اهمیت کنترل دقیق پارامترهای تنظیمی آنرا دوچندان نموده است. در جوشکاری قوسی زیرپودری، به منظور ایجاد جوش با کیفیت عالی لازم است از میان پارامترهای مختلف، سه پارامتر شدت جریان، ولتاژ و سرعت پیشروی به دقت کنترل شوند. عموما در فرایندهای جوشکاری، کیفیت جوش توسط هندسه گرده جوش ارزیابی میگردد که خود شامل ارتفاع، پهنا و عمق نفوذ جوش می باشد. بر این اساس در پزوهش حاضر، شدت جریان، ولتاژ و سرعت پیشروی در جوشکاری قوسی زیرپودری به عنوان پارامترهای تنظیمی و هندسه گرده جوش به عنوان معیاری از کیفیت اتصال جوش در نظر گرفته شده است. بدین ترتیب با استفاده از تحلیل رگرسیون، معادلاتی دقیق برای تخمین ارتفاع، پهنا و عمق نفوذ گرده جوش بر اساس پارامترهای تنظیمی بدست آورده شده است. همچنین یک شبکه عصبی چند لایه پس انتشار با استفاده از داده های تجربی طراحی شده، آموزش دیده و آزمایش شده است. درنهایت نتایج بدست آمده از روش تحلیل رگرسیون و شبکه عصبی قیاس گردیده است. بر اساس نتایج حاصل، شبکه عصبی طراحی شده بطور محسوسی از معادلات رگرسیون دقیق تر است اما هر دو مدل پیشنهادی قابلیت بالایی در بهینه سازی پارامترهای جوشکاری قوسي زیرپودری، همچنین پیش بینی هندسه جوش برای مجموعه مقادیر ورودی را دارند.
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
صفحه قبل 1 صفحه بعد
