

لطفا به دنبال هر مطلبی که هستید درموردآن برای ما در قالب نظر مطلبی بنویسید
تا در صورت امکان در آن مورد هم مطلبی در وب بگذاریم
Manufacturing and Production
==-برای دیدن همه ی مطالب وب در منوی آرشیو موضوعی برروی گزینه همه ی موارد کلیک کنید-==
شما میتوانیدبا عضویت در این وب سایت از تمام مطالب موجود استفاده بفرمایید
همچنین با ثبت نام در خبر نامه میتوانید از به روز شدن این وب سایت و عناوین مطالب تازه به روز شده در ایمیل خود با خبر شوید
برداشت مطالب با ذکر منبع اصلی آزاد است.
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ.....
توضیحاتی در مورد رشته ساخت و تولید
![]()
آزمايش ذرات مغناطيسي MAGNETIC PARTICLE TESTING تست غیر مخرب ndt تست MT ساخت وتولید
آزمايش ذرات مغناطيسي MAGNETIC PARTICLE TESTING
-1قواعد مغناطيس
به موادي نظير آهن، نيكل و كبالت كه در اثر مغناطيس شدن، شديداً همديگر را جذب ميكنند مواد فرو مغناطيس گفته ميشود. ساير مواد مانند اكسيژن كه به صورت ضعيف توسط ميدانهاي مغناطيسي جذب ميشوند را مواد پارامغناطيس گويند. مواد ديامغناطيس به موادي نظير شيشه گفته ميشود كه به ندرت ممكن است توسط ميدانهاي مغناطيسي تحت اثر قرار گيرند.
خطوط شارمغناطيسي از قطب S به قطب N جريان يافته، از قطب N خارج شده و دوباره از قطب S وارد ميشوند. شارمغناطيسي حلقههاي بستهاي را ايجاد نموده كه هرگز يكديگر را قطع نميكنند. به يك سانتيمتر مربع از هر خط شارمغناطيسي يك گاوس گفته ميشود. خطوط شارمغناطيسي در نزديگي قطبها متراكم تر بوده، همواره مسير با مقاومت مغناطيسي كمتر را طي ميكنند.
سر فصلها در ادامه ی مطلب.......( 17 صفحه )
2-آهنرباها و ميدانهاي مغناطيس
3- ناپيوستگيها و عيوب
4-ميدانهاي مغناطيسي القايي
5- ميدانهاي مدوّر و طولي
6- انتخاب روش مغناطيس نمودن
7- بازرسي بوسيله ذرات مرطوب و خشك
8- پيشرفتهايMT
9- ميدانهاي پس ماند و مغناطيس زدايي
10- منحني پسماند
11- انتخاب تجهيزات
12- مزايا و معايب روش
13-ناپيوستگيها و عيوب
14- نشانههاي نامربوط
برای دانلود فایل pdf تست MT ، بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
دانلود پروژه پایان نامه ربات مسیر یاب (هفت سنسور) ساخت وتولید
فهرست مطالب موجود در متن پایان نامه
· مقدمه 1
· فصل اول (رباتها ، تاریخچه و انواع آنها) 2
· 1-1- ربات 3
1-1-1- تعاریف ربات 4
1-1-2- علم رباتیک 6
1-1-3- مزایای رباتها 7
1-1-4- معایب رباتها 7
· 1-2- تاریخچه رباتها 8
· 1-3- دسته بندی رباتها 12
1-3-1- دسته بندی اتحادیه رباتهای ژاپن 12
1-3-2- دسته بندی موسسه رباتیک آمریکا 13
1-3-3- دسته بندی اتحادیه فرانسوی رباتهای صنعتی 13
· 1-4- انواع رباتها 14
1-4-1- رباتهای متحرک 14
1-4-2- ربات همکار 15
1-4-3- نانوبات 16
· 1-5- طبقه بندی رباتها 18
1-5-1- طبقه بندی رباتها از نظر کاربرد 18
1-5-1-1- رباتهای صنعتی 18
1-5-1-2- رباتهای شخصی و علمی 18
1-5-1-3- رباتهای نظامی 18
1-5-2- طبقه بندی رباتها از نظر استراتژی کنترل 19
1-5-2-1- نسل اول 19
1-5-2-2- نسل دوم 19
1-5-2-3- نسل سوم 20
1-5-2-4- نسل چهارم 21
1-5-3- طبقه بندی رباتها از نظر محرک مفصلها 23
1-5-3-1- سیستمهای الکتریکی 23
1-5-3-2- موتورهایDC 23
1-5-3-3- موتورهایAC 24
· فصل دوم (کاربرد رباتها و اجزاء آنها) 25
· 2-1- کاربرد رباتها 26
2-1-1- ربات آدم نمای اعلام خطر 26
2-1-2- رباتها برای تقلید رفتار حیوانات 27
2-1-3- ربات تعقیب خط 28
2-1-4- ربات حس کننده تماس 29
2-1-5- ربات آبی، برای یافتن جعبه سیاه هواپیما 30
2-1-6- ربات پذیرش 31
· 2-2- اجزاء اصلی یک ربات 32
2-2-1- بازوی مکانیکی ماهر 32
2-2-2- سنسورها 34
2-2-2-1- سنسورهای بدون تماس 34
2-2-2-2- سنسورهای القائی 35
2-2-3- کنترلر 39
2-2-4- واحد تبدیل توان 41
2-2-4-1- موتور 41
2-2-4-2- دسته بندی کلی موتورها 42
2-2-5- محرک مفاصل 44
· فصل سوم (ربات مسیریاب) 45
· 3-1- ربات مسیریاب 46
3-1-1- ربات مسیر یاب 7 سنسور 47
3-1-2- شرح عملکرد ربات مسیر یاب 49
3-1-3- ساختن ربات مسیر یاب 50
3-1-4- مدار ربات مسیر یاب 52
3-1-5- برنامه ربات مسیر یاب 53
3-1-6- شکل ربات مسیر یاب 7 سنسور 55
· منابع و ماخذ 56
برای دانلود فایل word بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه کارآموزی مخازن تحت فشار با فرمت word ساخت وتولید
فهرست مطالب موجود در متن
مقدمه و معرفی محل کارآموزی........................................4
مقدمه اصول ساخت مخازن تحت فشار..........................5
تعاریف اولیه ...........................................................................7
مخزن تحت فشار ..................................................................7
فشار و دمای کاری ...............................................................7
درجه حرارت طراحی ( UG-20).........................................8
حداکثر فشار کاری مجاز .....................................................8
فشار تست هیدرواستاتیک ( UG-99 )..............................9
ماکزیمم تنش مجاز ( UG-23 )...........................................9
استحکام اتصالات ( UW-12).............................................9
انتخاب مواد ............................................................................12
کنترل ورق های ورودی ......................................................16
کنترل لوله های ورودی ......................................................17
کنترل فلنج ها زانویی ها و اتصالات ورودی به کارخانه18
ابعاد و اندازه ورق ها ............................................................18
دستور برش ورق .................................................................19
پارامترهای کنترل ورق های بریده شده .......................20
مونتاژ شل به Head..............................................................22
طریقه محور بندی کردن مخزن (اکس بندی کردن).23
طریقۀ استفاده از شیلنگ تراز.........................................24
انواع فلنج ها .......................................................................25
مونتاژ کردن نازل به شل .................................................26
Saddleیا پایۀ مخزن ..........................................................27
عدسی یا Head....................................................................28
تست هیدرواستاتیک .......................................................29
رنگ آمیزی ........................................................................29
کالیبره کردن کولیس ....................................................30
نتیجه گیری .....................................................................33
پیشنهاد .............................................................................34
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
آزمون فراصوتي Ultrasonic testing تست غیر مخرب ndt تست UT ساخت وتولید
آزمون فراصوتي Ultrasonic testing
1ـ مقدمــه
آزمون فراصوتي (UT) به صورت گستردهايي به منظور كنترل كيفيت قطعات در صنعت مورد استفاده قرار ميگيرد. مهمترين كاربردهاي اين تكنيك، كشف عيب و اندازهگيري ضخامت ميباشد. با استفاده از آزمون فراصوتي كشف جاهاي خالي، شكل ، اندازه و موقعيت آنها ميسر ميشود. امكان اندازهگيري ضخامت لولهها و جداره مخازن با تراگذارهاي Transducer فراصوتي فراهم بوده، اهميت كاربردي آن در مطالعات مرتبط با خوردگي Corrosion ميباشد.
فراصوت همچنين ميتواند به منظور تعيين تفاوتهاي ساختاري و خواص فيزيكي مواد مورد استفاده قرار گيرد. ريشه اين مسئله به تاثير پذيري يا حتي تضعيف امواج فراصوتي توسط روشهاي عمليات حرارتي، اندازه دانه و مدول الاستيسيته باز ميگردد.
مهمترين مزاياي آزمون فراصوتي عبارتند از :
ميتواند به منظور تعيين خواص مكانيكي و ريز ساختار Microstructure مورد استفاده قرار گيرد.
قابليت تصوير برداري را داراست .
اقتصادي و قابل حمل ميباشد.
براي تمام حالات ماده بجز پلاسما و فرآيند مكش قابل استفاده است.
از شدت نور تاثير نميگيرد.
2ـ كشف عيب
هنگامي كه يك كريستال پيزو الكتريك(Piezoelectric Crystal) توسط پالسهاي الكتريكي ولتاژ بالا تحريك شود با فركانس تشديد(Resonant Frequency) به ارتعاش درميآيد، در نتيجه نوساناتي با فركانس بالا توليد مينمايد. اين امواج صوتي كه توسط تراگذار يا واحد تحقيق(Search Unit ) ايجاد شدهاند به درون قطعهايي كه ميبايست بازرسي شود انتقال مييابند. تكنيك آزمون فراصوتي هنگامي كه تراگذار در تماس مستقيم با قطعه آزمون باشد به عنوان آزمون تماس ( Contact Testing ) شناخته شده است.
چنانچه عيوب يا ناپيوستگيهايي در قطعه آزمون وجود داشته باشد، نوعي عدم تطابق صوتي (Acoustic Mismatch)ايجاد ميگردد كه در نتيجه آن بخشي از يا همه انرژي فراصوتي به تراگذار بازتاب مييابد. يك كريستال پيزوالكتريك در درون تراگذار ، امواج صوتي بازتاب يافته يا « پژواك(Echo) » را به پالسهاي الكتريكي تبديل ميكند كه دامنه آنها در تناسب با خصوصيات عيب بوده ، زمان حركت يا زمان براش(Time of flight) آنها در درون قطعه به فاصله عيب از سطح ورودي بستگي دارد. امواج فراصوتي همچنين از سطح پشتي قطعه نيز بازتاب مييابند كه اين بازتاب نمايشگر كل فاصله پيموده شده توسط موج خواهد بود. نشانههاي عيب يا نشانههايي كه براي اندازه گيري ضخامت قطعه مورد استفاده قرار ميگيرند بطور پيوسته بر روي صفحه نمايش كامپيوتري ظاهر ميگردند.
مطالب زیر در فایل UT مورد بررسی قرار گرفته شده اند
3-فركانس frequency
4-انتشار امواج فراصوتي
5-امپرانس صوتي Acoustic Impedance
6-بازتاب و شكست Reflection and Refraction
7-مناطق فرنل و فرانهوفر Fresnel and Fraunhofer Fields
8-توليد امواج فراصوتي
9-ساختمان واحد تحقيق (تراگذار)
10-روشهاي آزمون
11-تجهيزات آزمون فراصوتي
12-رويه آزمون
13-تكنيكهاي پيشرفته آزمون فراصوتي
13-1- روش زمان پرواز پراش
13-2- پروبهاي آرايه فازي
تكنيك آزمون تماسي پالس ـ پژواك
تكنيك آزمون غوطه وري پالس ـ پژواك
توليد كننده پالس فراصوت UT
چهار نوع اساسي انتشار امواج فراصوتي عبارتند از :
1ـ امواج طولي يا فشاري Longitudinal or compression waves
2ـ امواج برشي يا عرضي Shear or transverse waves
3ـ امواج سطحي يا ريلي Surface or Rayleigh waves
4ـ امواج صفحهايي يا لمب Plate or Iamb waves
حركت ذرات و جهت انتشار در امواج طولي
حركت ذرات و جهت انتشار در امواج عرضي
حركت ذرات و جهت انتشار در امواج سطحي
حركت ذرات و انتشار در امـــواج لمب
رابطه ميان زاويه تابش، زاويه شكست و زاويه بازتاب
حالت تبديل و زاويه امواج در آزمون تماسي
جدول واگرايي اشعه تراگذار در فولاد بر اساس فركانس و قطر
اثر ولتاژ متناوب بر ضخامت و ارتعاش بلوره
چيدمان الكترودهاي بلوره ، مونتاژ بلوره
تكنيك بازتاب يك واحدة تحقيق
واحدهاي دوگانه تحقيق در بازرسي قطعات با شكل نامنظم كابرد دارند
واحدهاي تحقيق زاويهدار به منظور ايجاد امواج برشي در صفحات تخت و ميلهها
امواج سطحي پوسته خارجي قعطه را ميپيمايند.
روش عبوري با استفاده از دو واحد تحقيق ، مشاهده ميگردد امواج فراصوتي توسط ناپيوستگي تضعيف ميشوند
توليد امواج برشي با استفاده از آزمون غوطه وري به روش پرتومايل
عبور كامل براي قطعه مدّور پوشش شده از طريق آزمون غوطه وري
چند نمونه از پروبهاي تخصصي آزمون غوطه وري
قطعات مرجع فاصله ـ دامنه
پارامترهاي كاليبراسيون
نمونهايي از فرم بازرسي مربوط به آزمون فراصوتي در جدول آمده است
برای دانلود فایل pdf تست UT ، بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
نمودار تعادلي آهن وكربن ساخت وتولید
فولادها گروهي از آلياژهاي آهن- كربن وعناصر ديگرند كه بيشترين كاربرد را در صنعت دارند. يكي از مهمترين دلايلي كه فولادها كاربرد زيادي در صنعت دارند اين است كه مي توان به وسيله روشهاي مختلف عملياتهاي حرارتي طيف وسيعي از خواص گوناگون را در فولادها به وجود آورد.
به عنوان مثال اگر فولادي با 8/0 درصد كربن را به مدت 24 ساعت در 1000 درجه سانتي گراد حرارت دهيم و سپس به آهستگي در طول 24ساعت آن را به دماي 25 درجه سانتيگراد برسانيم وسرد كنيم آنگاه فولاد يادشده داراي استحكام تسليم 448 مگا پاسكال خواهد بود. حال اگر همان فولاد را يك ساعت در دماي 1000 درجه سانتيگراد حرارت دهيم و سپس خيلي سريع آن را به وسيله آب تا دماي 25 درجه سانتي گراد سرد کنیم آنگاه استحكام تسليم فولاد ياد شده تا 2070 مگا پاسكال افزايش يافته و انعطاف پذيري تا 1درصد كاهش مي يابد.
پس مي توان به اين نتيجه رسيد كه كاربرد وسيع فولادها ناشي از خواص كاملأ متنوع آنهاست كه به كمك تغيير درصد كربن ودرصد عناصر آلياژي ويا تغيير نوع عمليات حرارتي امكان پذير است.
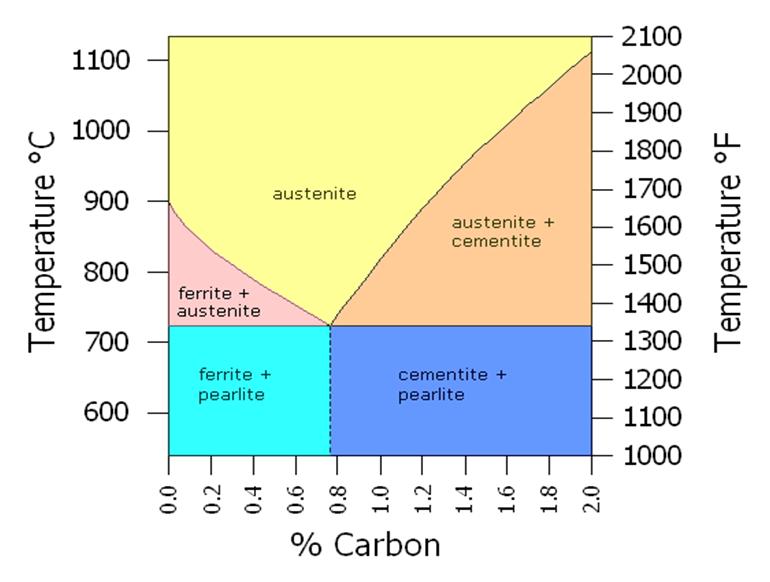
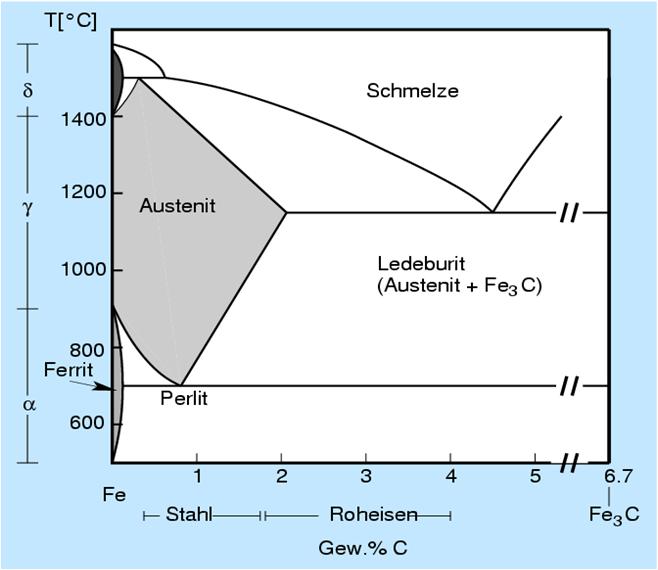
شكل زیر نمودار آهن كربن را براي درصدهاي مختلف كربن از صفر تا 7 درصد نشان ميدهد. فولادها آلياژهاي آهن كربن و عناصر ديگر بوده كه داراي كمتر از 2 درصد كربن هستند. بنابراين قسمتي از نمودار كه داراي كمتر از 2 درصد كربن است بيشترين اهميت را درباره عمليات حرارتي فولادها دارد. آلياژهايي كه بيشتر از 2 درصد كربن داشته باشند به چدن موسوم اند.
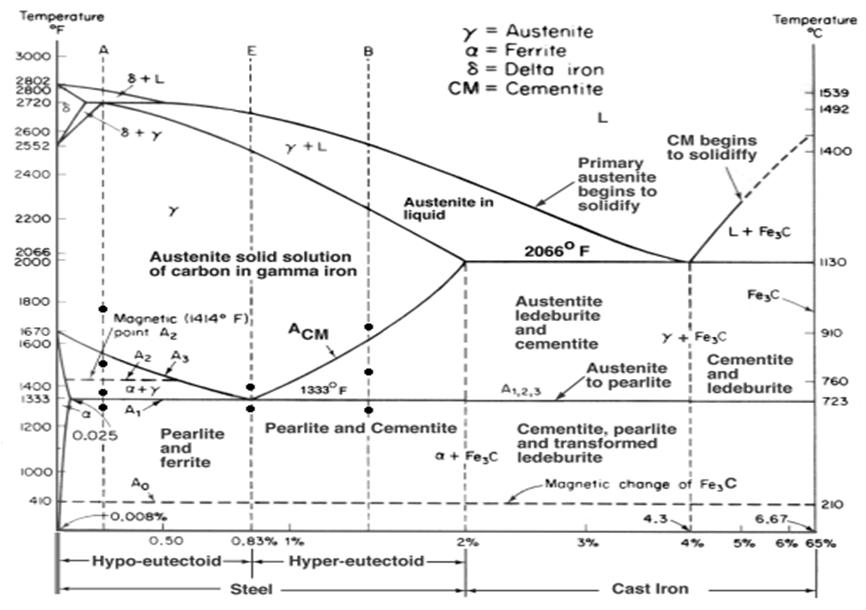
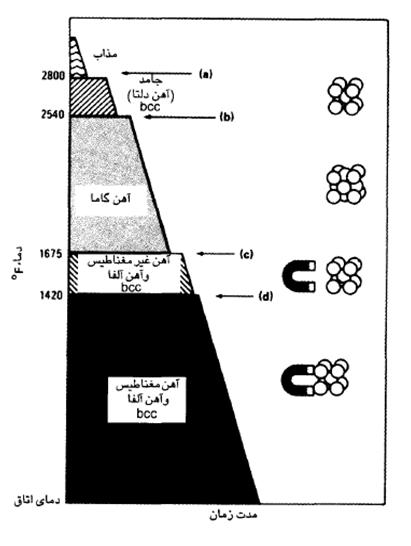
آلوتروپ هاي آهن:
آهن آلفا يا آهن فريتي
آهن گاما يا آهن آستنیتي
آهن دلتا
برای دانلود فایل پاور پوینت نمودار آهن و کربن بر روی لوگوی
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
سرفصل رشته ساخت و توليد ماشين افزار کارداني پيوسته
مشخصات کلی ،یرنامه و سر فصل دروس رشته ساخت وتولید - گرایش ماشین ابزار
برای دیدن بقیه متن و دانلود فایل بر روی لوگوی زیر کلیک کنید
password فایل : mandp.loxblog.com
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir/
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
پروژه درس کنترل کیفیت و مدیریت FIVE S پنج اس ساخت وتولید
ü 5Sدرحقيقت مجموعه اصولي است كه با رعايت آنها مي توانيم كارهاي خود را با بهترين بازدهي انجام دهيم. 5Sبهبود و اصلاح وضعيت نگهداري از اشياست بطوريكه مجبور نباشيم براي دسترسي به آنها وقت زيادي صرف كنيم، درست مانند دانستن جاي قاشق و چنگال به هنگام نياز.
ü براي توليدكنندگان، كارخانه سرمايه اي محسوب مي شود و اين سرمايه بايد بنحوي باشد كه توليد كننده از داشتن آن به خود ببالد.به اين معني كه نه تنها محصول نهايي بايد از كيفيت بالا و قيمتي پائين برخوردار باشد،بلكه در فرآيند توليد محصول يعني در كارخانه نيز بايد از برجسته ترين مديريت و تكنولوژي بهره گرفت.
ü 5Sنيزبا اعتقاد بر اين واقعيت عمل مي كند كه “ تاثير اعمال بيشتر از گفتار است ” ، موثرترين راه براي انجام امور، توصيف وضعيت نهايي و مطلوب آنها نيست بلكه به جاي اينكار بايد به واقعيتها نظر انداخت و تغييرات را عملا در سطح كارخانه پديد آورد

ساماندهي سازماندهي ، تفكيك و تعمير Seiri
ساماندهي در عام ترين مفهوم آن عبارت است از نظم دادن به كليه اجزاي يك سازمان جهت نيل به اهداف.
از ديدگاه «پنج اس» ساماندهي به معناي تشخيص ضرور از غيرضرور، اتخاذ تصميمات قاطع و اعمال مديريت اولويتها براي رهايي از غيرضروريها است.
در ديدگاه «پنج اس»، ساماندهي امري دشوارتر از قراردادن اشياء در گوشهاي ميباشد و هدف ايجاد نظمي مطلوب و مناسب است.
به منظور موفقيت در ساماندهي ميبايستي به اولويت بندي پرداخت. به طور خلاصه اين S به معني جدا كردن آنچه ضروري است از غير ضروري ها ميباشد.
شكل روبرو مفهوم اين S را نمايش ميدهد:

نظم و ترتيب Seiton
نظم و ترتيب به معني قرار دادن اشياء در مكانهاي مناسب و مرتب به نحوي كه بتوان از آنها به بهترين وجه استفاده كرد.
نظم و ترتيب راهي است براي يافتن و بكار بردن اشياي مورد نياز، بدون انجام جستجوهاي بيهوده.
هنگامي كه هر چيز با توجه به كاركرد و در نظر گرفتن كيفيت و ايمني كار در جاي مناسب و مشخص قرار داشته باشد، محل كار همواره منظم و مرتب خواهد بود.
نمونه هايي از اجراي اين S را مي توان بصورت زير فهرست نمود:
اشيايي را كه غالباً استفاده مي كنيم، در محل كار قراردهيم (تجهيز ميزهاي افراد به ملزومات اداري (
اشيايي را كه به ندرت استفاده مي كنيم در جايي دور از دسترس قرار دهيم (استفاده از سيستم بايگاني مناسب به طوري كه سوابق كاري سالهاي گذشته در جاهاي دورتري قرار گيرد، استفاده از كتابخانه يا قفسه هاي مخصوص جهت قرار گرفتن كتابها و جزوات و دستورالعملها(
برچسب گذاري و شناسايي كليه زونكنها، فايلها، قفسه ها (برچسب گذاري فايلها به نحوي كه نشان دهنده محتويات آن باشد(
آوردن و بازگرداندن هر چيز در حداقل زمان (بازگرداندن زونكن سوابق به محل بايگاني، مرتب كردن اقلام و وسائلي كه روزانه با آن سر و كار داريم، قرار دادن صندلي پشت ميز كار در هنگام ترك محل كار(.
علامت گذاري محدوده ها و محل استقرار اشياء و شناسايي افراد (تابلو هاي مشخص كننده نام افراد و يا استفاده از تگهاي شناسايي، مشخص شدن محل استقرار خودروهاي شركت، طراحي جانمايي ميز كاري افراد(.
نظم و ترتيب در تابلوي اعلانات ( نصب پلاكاردهاي تبليغاتي شركت در جاهاي مناسب(.
طراحي اعلانات به نحوي كه خواندن آنها آسان باشد (استقرار مناسب مانند در معرض ديد بودن، طراحي زيبا و خوانا بودن(.
پاكيزه سازي Seiso
ü در ديدگاه «پنج اس» پاكيزه سازي عبارت است از دور ريختن زوائد و پاكيزه كردن اشياء از آلودگيها و مواد خارجي.
ü به عبارت ديگر پاكيزه سازي نوعي بازرسي است.
ü بازبيني و پاكيزگي محيط كار براي حذف آلودگي مورد تأكيد در اين بخش از نظام «پنج اس»قرار دارد.
ü برخي از لوازم، تجهيزات و مكانها لزوماً بايد بسيار پاكيزه و عاري از هر نوع آلودگي نگهداري شوند.
ü بنابراين لازم است كه آنها را دقيقاً شناسايي نموده و بر اين باور بود كه پاكيزه سازي تنها تميز كردن محل كار و لوازم موجود در آن نيست بلكه پاكيزه سازي امكان انجام بازرسي و بازبيني را فراهم میکند.
ü به عبارت ديگر پيشگيري از كثيفي و پاكيزه نگه داشتن مداوم محيط، اموال و افراد و حذف و يا كنترل آلودگي و يادآوري اين نكته كه محل كار خود را همانند خانه خود بدانيم.
نمونه هايي از اجراي اين S را مي توان بصورت زير فهرست نمود:
تعريف مسئوليتهاي تمامي افراد براي پاكيزگي محل كار (حفظ نظافت و پاكيزگي محيط كار هر يك از پرسنل، پاكيزگي و نظافت البسه پرسنل.)
انجام بازبيني و پاكيزه سازي مستمر توسط مجري ارائه خدمات
شناسايي و رفع خرابيهايي كه در اثر نشتي ها فرسايش ها، ترك ها و غيره بوجود آمده است
شناسايي منابع آلودگي و سعي در حذف و يا كنترل آن
تميز كردن محل كار (شستشوي مرتب با مواد ضدعفوني كننده، نظافت در انبار، جمع آوري لوازم مستعمل، تميز كردن هر چيز بلافاصله بعداز كثيف شدن.)
حذف آلودگيهاي گرد و غبار (استفاده از تهويه مطلوب در انبار و سالن ها، استفاده از فيلترهاي صافي هوا، استفاده از كاورها، قرار دادن اقلام و اشيا در محفظه هاي دربسته.)
پاكيزه كردن محلهايي كه از چشم افراد به دور است (زير ميزها، گوشه هاي اتاق، زير ملزومات اداري و تجهيزات فني، پشت پرده پنجره ها، فايلها، كشوها و.....)
استانداردسازي Sekitsu
ü استانداردسازي عبارت است از كنترل و اصلاح دائمي سازماندهي ، نظم ، ترتيب و پاكيزگي.
ü تاكيد اصلي در استانداردسازي متوجه مديريت است كه با استفاده از چك ليستهاي مناسب و استاندارد كردن مقررات با استفاده از نوآوري و خلاقيت، محيط كار را به نحوي استاندارد و كنترل نمايد كه همواره همه عوامل با سرعت و دقت لازم مورد استفاده قرار گيرند
نمونه هايي از اجراي اين S را مي توان بصورت زير فهرست نمود:
ü بازبيني دوره اي (تشكيل كميته بازرسي، بازرسي و بازديد از مجموعه تحت پوشش، برگزاري مميزي داخلي(.
ü استفاده از علائم و نشانه ها (علائم نشاندهنده جهت و راهنما(.
ü علامتگذاري محدوده هاي خطر و يا مراقبت خاص (در انبار مواد شيميايي، تجهيزات با فشار كاركرد بالا(.
ü علايم مربوط به تجهيزات خاموش كننده (علائم مربوط به زنگ خطر و وسايل ايمني و راهنماي سيستم اطفاي حريق، تابلوهاي سيگار كشيدن ممنوع(.
ü تمهيدات پيشگيري از خطا و اشتباه (آموزش پرسنل در خصوص بروز خطر، تدوين دستورالعملهاي كاري براي استفاده از تجهيزات ويژه(.
ü برچسبهاي نشاندهنده ميزان دقت ابزار (نصب ميزان دقت تجهيزات و تاريخ اعتبار و كنترل براي آنها(.
ü فعاليتهاي لازم توام با مسابقاتي براي ساماندهي، مرتب كردن و تميز كردن هر چه بهتر (در نظر گرفتن يك معيار در ارزيابي نمايندگيها و تعيين واحد نمونه در شركت و اختصاص يكي از پارامترهاي ارزيابي ماهيانه پرسنل به امر پاكيزگي محل كار(.
انضباط Shitsuke
ü انضباط عبارت است از آموزش عادات و توانايي هايي جهت انجام يك وظيفه خاص.
ü نكته اصلي در اينجا ايجاد عادات درست به جاي عادات نادرست است.
ü اين كار را بايد از طريق آموزش شيوه هاي درست انجام كار به افراد و تمرين دادن آنان در اين زمينه آغاز نمود.
ü همچنين اين تمرينها از طريق وضع مقررات و پيروي جدي از آنها تحقق مي پذيرد.
ü به عبارت ديگر انضباط فرآيند تكرار و تمرين انجام يك كار است. مثلاً كاملاً ضروري است كه رعايت مقررات ايمني براي افراد به صورت يك عادت درست درآيد.
نمونه هايي از اجراي اين S را مي توان بصورت زير فهرست نمود:
تمرين نظم و ترتيب (آموزش، نظارت مستمر، ارزيابي و پاداش به پرسنل جهت نظم و انضباط.)
تمرين وقت شناسي (آموزش استفاده بهينه از زمان، بخصوص در بخش تعميرات در سالنها و برقراري جلسات.)
توجه به زيباييها و رعايت ظواهر (استفاده از لباسهاي كار مناسب در اداره و يا سازمان.)
نگرش مديريت به فضاهاي عمومي (ايجاد فضاهاي سبز و يا امكانات رفاهي در محل كار.)
استفاده از تابلوهاي اعلانات و يا تابلو هاي عمومي براي درج پيامهاي آموزشي «پنج اس«
برای دانلود فایل پاور پوینت FIVE S بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
![]()
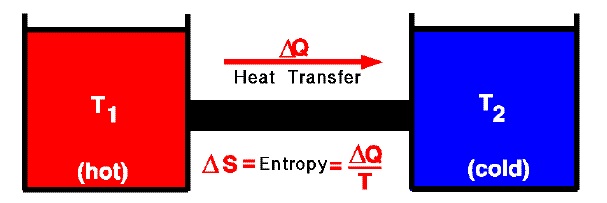
جزوء درس ترمودینامیک 1

برای دانلود فایل بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
M&P
-- علی شهروی ---- ali shahroy --
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.ir
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
